[VIP第1年] 指数:3
[VIP第1年] 指数:3
金属周转箱主要应用在重工业,传统的周转箱一直以来认可度是比较高的,一方面是由于用户的使用习惯,另一方面是传统的周转箱成本,不管是大企业还是中小企业都是可以接受的。金属周转箱的材质决定了他的使用周期要更长,更容易清洁维护,木质是较难清洁,也是较容易脏的,若要清洗,还需要考虑防潮等多方面。金属周转箱只需简单擦拭即可。金属周转箱在出口上是很有优势的,他是一种免检产品,可以直接出口到全世界各个地方。金属周转箱的结构十分稳定,周转箱在周转运输中的应用是十分宽泛的,结构稳定可以有效的降低运输损耗,保证使用周期。金属周转箱的环保性比较好,能够回收利用。传统的周转箱,比如木质周转箱现在越来越少的重要原因就是环保。我们的经济发展不能以破坏环境为代价。虽然塑料周转箱也可以回收利用,但是第二次回收利用的质量和第1次是无法相比的。塑料周转箱在重压或撞击时不易碎裂,不会留下刮痕,可终身使用。重庆物流塑料周转箱生产厂商
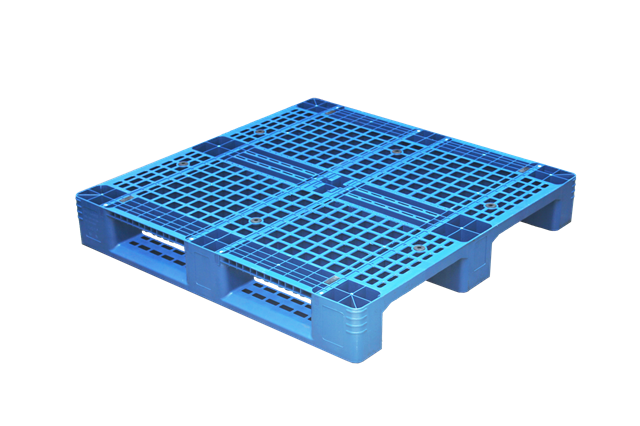
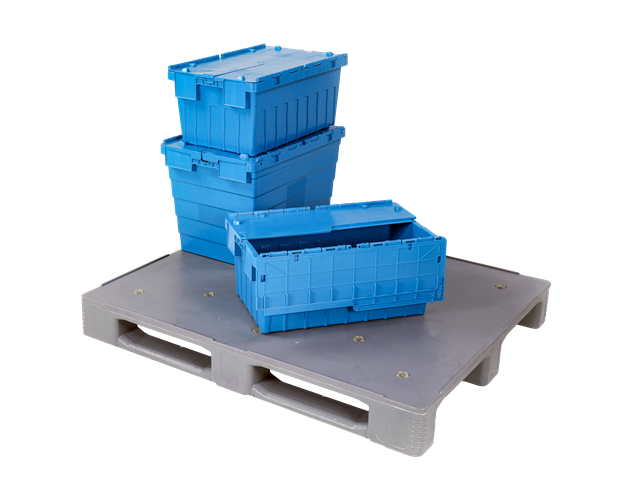
塑料周转箱使用时应注意一下几点:1、应轻放塑料托盘,避免落地时受力不均,发生损坏。2、放置货物时,应均匀放置,避免尖锐面直接压在周转箱箱底部,因受力不均而发生侧歪或损坏,更严重时会损坏箱内货物。3、使用配套托盘时,应考虑周转箱尺寸是否适合此塑料托盘使用,避免尺寸不合适,摆放不当而发生侧歪或倒箱。4、堆垛使用时,应考虑自身周转箱承重以及堆垛高度限制。正确的使用塑料周转箱应该做到单箱货重不超过25KG(正常人体受限),并不可装满箱,应至少留有20mm(除去上层接合处的部份),防止货物直接与箱底接触,使产品受损或脏污。塑料周转箱组合码放在塑料托盘上加上适当的捆扎和裹包,便于利用机械装卸和运输,从而满足装卸、运输和存储的要求。安徽中空塑料周转箱规格餐具塑料周转箱具有无毒、无污染等特点,废弃处理简单,不会对环境造成污染。

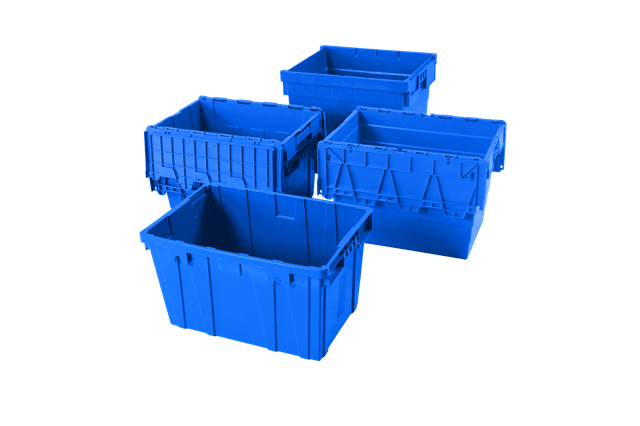
餐具塑料周转箱具有无毒、无污染等特点,废弃处理简单,不会对环境造成污染。还可废物再利用,做成其它塑料制品。特点:1、材质为共聚丙烯、聚乙烯合成,自重轻,使用寿命长。2、与各类物流器具在使用过程中尺寸配完好。3、有效工作温度为-25℃-40℃。4、可堆叠存放,节省使用空间。5、不带盖可堆式周转箱统一规格箱体满载时可堆垛6-7层;带盖餐具塑料周转箱统一规格箱体满载时可堆垛4层。餐具塑料周转箱拉伸、压缩、撕裂、温度高、色彩丰富、做成包装箱式周转箱既可用于周转又可用于成品出货包装,轻巧、耐用、可堆叠。
塑料周转箱中的中空板周转箱,其在板材要求上,有哪些?以及,在百级净化车间中,是否可以使用塑料周转箱?塑料周转箱中的中空板周转箱,其在板材要求上,对于不同种类,是有不同要求的,比如,如果是黑色的中空板材料,那么,其是要求表面光滑,而且,要能够发亮;如果是彩色或透明的,则要求有均匀的光泽度,而且,要没有斑点或麻点。在百级净化车间中,是可以使用塑料周转箱的,不过,要经常清洗。塑料周转箱应具有良好的抗老化、抗褶皱、抗拉伸、压缩和撕裂性能,能够承受住一定的高温,并且,要有较大的承载强度和能力。此外,在颜色上,要做到丰富。如果,其是包装箱式的,那么,还应既可以周转,又可以成品出货,并能够进行堆叠,持久耐用。塑料周转箱使用时间长、使用频率频繁,在挑选塑料周转箱时要测试其承载、耐磨等能力是否过关。
塑料周转箱的质量标准不合格有哪些?1、欠注(少料):在塑料周转箱试模开始阶段出现这种现象可能是由于螺杆位置调节不准确,若非这种情况,可能是由于熔料温度低、模具温度不够或二级注射压力与速率不高等引起。对这两种情况做相应调整即可。当然,对于封闭的真空上料机,要确认原料是否充足。2、脱模变形(模具的温度过高):脱模时制品变形可分多种情况,若在试模阶段发生变形,应该考虑是否是模具顶杆太细、分布不匀或脱模斜度设置不当等原因。若是生产过程中出现变形应是工艺参数设置不当,如冷却时间过短、模具温度过高,导致塑料周转箱冷却不好,此时要做相应调整。3、颜色不均匀或有杂色:产生这类现象的主要原因是原料在料筒停留时间过长、模具有死角、塑化不均匀等,在实际生产中要逐项排除。4、浇口远端有皱纹:这主要是由于模具较大、料流前端过早冷却造成的,通常提高模具温度和提高熔体温度可以解决。一般未加阻燃剂的塑料周转箱,为易燃品,应远离明火。安徽中空塑料周转箱制造厂家
塑料周转箱避免在强光强紫外线下照射。以免引起老化,导致韧性,强度都降低,加速缩短使用寿命。重庆物流塑料周转箱生产厂商
塑料周转箱生产过程中常见的问题?塑料周转箱注射不足。很多塑料制品在生产过程中如果不注意这个问题便会出现。所谓欠注是指塑料摆箱腔未完全填满的情况。其原因是聚合物熔体堵塞或聚合物注入量不足。例如,这些方面的熔体温度、模具温度或注射压力、速度太低,使聚合物熔体流动不畅,原料塑化不均匀,排气不畅,原料流动性差,产品壁薄,浇口尺寸太小,由于结构设计不合理,聚合物熔体过早发生断裂。否认,不能及时注射。针对上述情况,可以对材料中的熔体流动性进行改进;在模具设计中,在填充薄壁前填充厚壁可以避免聚合物滞留,使熔体过早硬化;增加浇口数量,降低流动比;适当增大流量,降低流动阻力。排气口位置布置得当。可以增加排气口的数量和尺寸。我们也可以采取诸如检查止回阀和止回阀注射成型机筒体内壁是否有严重磨损等措施,因为这种磨损会降低注射压力和注射量;检查闸门是否有材料和桥梁;改进工艺,增加进料量。注射压力;提高注射速度和剪切热;增加注射量;提高筒体和模具温度。重庆物流塑料周转箱生产厂商
文章来源地址: http://jtys.fzpgjgsb.chanpin818.com/jzzlsb/zzx/deta_27678134.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。